A filter optimization program carried out by Cummins Filtration and Komatsu at Anglo American's Dawson coal mine in Queensland, Australia has resulted in major cost savings through the use of new technology Fleetguard® filters to extend service intervals.
Cost savings of 60%, through reduced filter and oil consumption alone, were confirmed following a 12-month field test involving a Komatsu 830E haul truck powered by a Cummins QSK60 HPI engine.
Applied to the fleet of 14 Komatsu 830E trucks at Dawson mine, savings in excess of $220,000 per year would be realized while slashing downtime for servicing by 74% or 439 hours.
Add in the reduced labor costs resulting from the 439 fewer hours of servicing time, and total savings would exceed $250,000 across the fleet of 14 trucks.
Following the 12-month test, all 14 Komatsu 830E trucks were fitted with the new technology filters.
Extensive Testing Confirms Extended Change Intervals.
To confirm the increased oil change intervals from 500 to 1000 hours, Anglo American carried out follow-up analysis and came to the conclusion that there is no reason for concern with the ongoing maintenance strategy of replacing engine oil every 1000 hours. This conclusion was reached when the fleet had a combined 113,449 hours after extending the oil change intervals.
The Dawson mine project was part of a global program by Cummins Filtration aimed at delivering cost reductions to mining companies in the wake of plummeting commodity prices.
"Our objective with the Dawson field test was to demonstrate that new technology Fleetguard filters provide both better protection and lower total cost of ownership for mine operators," says Gary Ross, director of global high horsepower business for Cummins Filtration.
The testing confirmed a service life of 1000 hours or greater for all primary filter products. In all cases, the historical filter service intervals at the mine for the Komatsu 830E were exceeded.
Previously, conventional fuel filters were being changed every 500 hours. The target interval for the field trial with new technology filters was 1000 hours. The actual interval achieved was 3316 hours. Based on these results, a new interval of 2000 hours was set to fit in with existing servicing strategies.
More Changes. More Savings
In addition to the extension of the oil change intervals, new service intervals were also established for the lube oil filter of 1000 hours and the fuel filter of 2000 hours, which were both previously 500 hours. Lastly, additional intervals for the air filters of 2000 hours (previously 1000 hours), and water filters of 4000 hours (previously 500 hours) were also applied.
The new technology Fleetguard filters fitted on the test truck to achieve the extended service intervals were: Dual Tall Industrial Pro fuel/water separators with NanoNet™ media; a SpiraTec rotor for the Cummins Eliminator centrifugal oil filtration system; NanoForce air filters; and Extended Service (ES) water filters.
Innovative Testing Uses Remote Technology
"The field testing was carried out scientifically so there could be no doubts about the validity of the results," says Gary Ross.
The testing made use of Cummins new telematics platform - Data Enabled Mining Solution (DEMS) and SMART Filtration - which provided real-time, high frequency data to allow monitoring of the engines 24/7.
Data loggers and pressure transducers were fitted to the air, fuel and lube oil filtration systems. Pressure readings along with truck operational data from the engine ECM (load factors, fuel consumption etc.) were downloaded at 5 second intervals for live monitoring by Cummins engineers.
An alarm system, upon detecting any potential issues, notified on-site personnel.
Both laboratory and on-site analysis of the filters, fuel and oil was also carried out to confirm media integrity, oil stability and fuel cleanliness levels.
John Soar, principal mechanical engineer for Anglo American Coal Australia Asset Management at the time of testing, confirmed the validity of the results. He said the testing was "innovative" and showed the new technology filters to provide "exceptional enhancements at basically no additional cost."
"It is always best with testing such as this to have the Original Equipment Manufacturers (OEMs) involved…there was a lot of value in us being able to work with Komatsu and Cummins," he said.
Calculations Confirmed. Expectations Exceeded.
Scott Keevers, Komatsu 830E fleet project manager at Dawson mine, was the site person responsible for the field test and subsequent implementation of the new service intervals. "The post implementation cost savings for the fleet to date are consistent with the field test data and advertised benefits," he confirms.
Warren Smith, who had extensive experience working for mining companies and contractors in Australia prior to joining Cummins Filtration as global mining program manager, believes a new era has arrived in maintenance cost reduction through use of new technology products.
He says that trials around the world have proved that by using oil analysis, data loggers with telematics support and visual inspections, service intervals for new technology filters can be extended to match the equipment and environment on each customer's site.
"Some of these trials have delivered results beyond our 1000-hour target and the customers have seen the benefit of a significant reduction in parts costs and maintenance time," he says.
Up To 60% Savings. Every Mine Site.
Results similar to those achieved at the Anglo American Dawson mine have been delivered at a number of other mine sites around the world. The benefits of the real-time data available from Cummins telematics platform are optimized service intervals, reduced repair cycle times, better repair planning, reduced progressive damage, reduced fault investigation time, improved preventative maintenance practices and a reduction in unscheduled downtime.
New Service Intervals Achieved At The Anglo American Dawson Mine. (A)
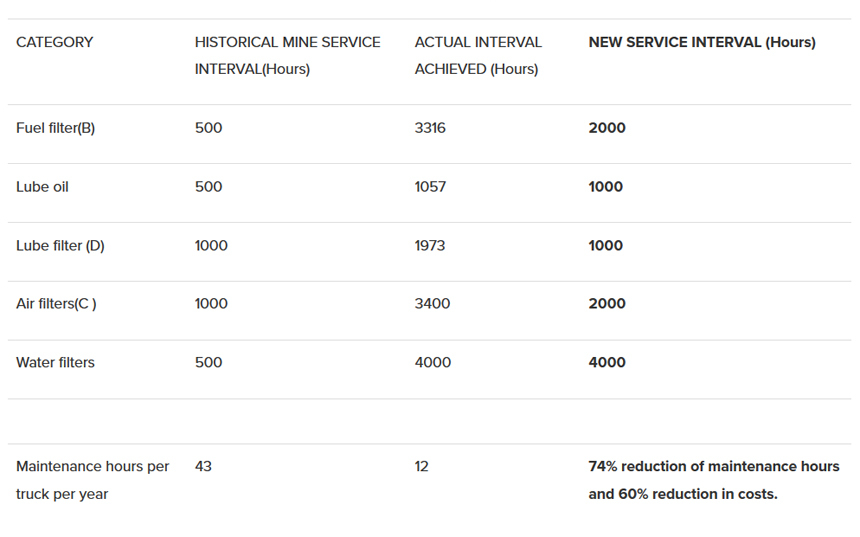
A) Komatsu 830E was involved in the 12-month trial at Dawson coal mine to confirm cost savings of 60% through reduced filter and oil consumption.
B) Fuel filtration is critical for improving service life of engines. Dual Tall Industrial Pro fuel/water separators with NanoNet media were fitted to the test truck.
C) Service intervals of 2000 hours were established for the new technology Fleetguard NanoForce air filters.
D) SpiraTec rotor for the Cummins Eliminator centrifugal oil filtration system is part of the extended service interval package.
E) Cummins Filtration's patented NanoNet media is a leap forward in filtration technology.
For more information on Cummins advanced filtration technology, go to cumminsengines.com/mining or contact:
Domitila Moreno
Cummins Inc.
Off-Highway Senior Marketing Specialist
Phone: + 441325556097
domitila.moreno@cummins.com
ABOUT THIS COMPANY
Cummins Engines
Cummins Inc., a global power leader, is a corporation of complementary business segments that design, manufacture, distribute and service a broad portfolio of power solutions.
HEAD OFFICE:
- 500 Jackson Street, Columbus, IN 47201, U.S.A.
- Phone: 1-812-377-5000
- Web: cumminsengines.com/mining