



That marks the beginning of an extensive upgrade process, which has taken the lid off the mine and made digital mining the topic of the day.
People with their skills, experience and professionalism lead all the way from the concept to the implementation. This plays the decisive role in the implementation of another, very challenging project – mining the crown pillar in Block 150 between Level 330m and Level 360m.
The project comes to the fore eight years after the change from the traditional SLC to LHSF. A remarkable transformation in terms of work culture, technology and innovation has already been achieved.
The 2012 situation
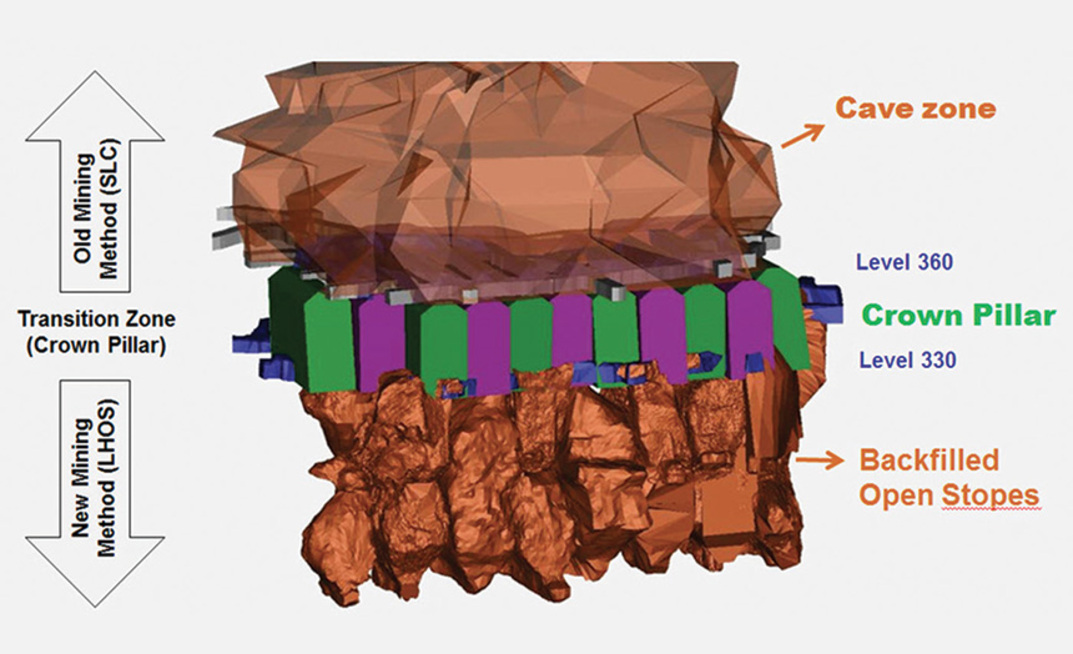
A 30m-thick crown pillar – nearly 0.5Mt of ore reserves with metal grades higher than the average grade of the Chelopech deposit – is left behind and originally scheduled to be caved over the long-term. LHSF is successfully implemented on the lower levels recovering 100% of the stopes below the pillar. The task before DPMC’s team is to develop a detailed strategy to mine out the pillar safely.
The challenge
The main challenge the team faces is that many of the employees who have experience in the management of a sublevel caving operation are now retired and the current, younger personnel have more practical experience with LHSF.
The two mining methods are associated with completely different risks. From the technical perspective, it is unclear how the unconsolidated rock in the cave would behave. It is critically important to create a medium, a fill mass that is consolidated to enable application of LHSF with all the risk management tools at the individual operational stages – development, drilling, blasting, hauling and filling.
The power of uncon-ventional thinking
After a detailed review and comparison of the technical parameters of the two mining methods, a trade-off study is performed to consider the pros and cons of each.
The team conducts a comprehensive assessment of the available material of the cave rock from the last SLC haulage level to better understand its properties.
Numerous meetings with suppliers are conducted to assess the advantages of various grouting methods. Based on the extensive research and keeping focus on people safety, the team arrives at the solution. With safety as the primary consideration, extensive research and controlled testing lead to a viable solution.
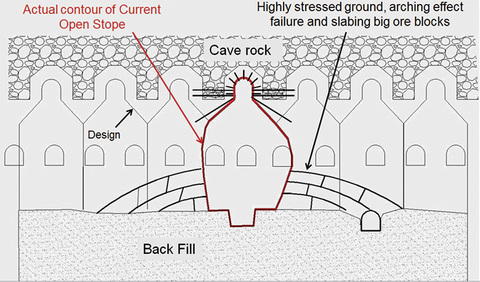
The answer is to create an artificial roof above the stopes by consolidating the caved rock using self-drilling bolts, cement grout and leaving the steel in the ground to act as load-bearing reinforcement. Another challenge is the remaining narrow, 7m-wide, SLC pillars where new mine drives need to go in at the standard mine width of 5m.
From issue to solution
The team designs narrow, 4m-wide development drives. The tight space requires rock bolts to be installed at an angle in a herringbone pattern.
In the course of mining, the team realises that it would be very reasonable to install more rock bolts, again in a herringbone pattern, in the opposite direction, thus gaining a thicker consolidated material layer and good reinforcement. The concept of creating a stable roof for an LHSF operation is taking shape.
Having properly assessed the risks, achieved a good level of mine planning and communication, in August 2013 the team gives the go-ahead for the first production stope. The pillar extraction sequences centre-outwards. Given the technical circumstances, every step taken is a new lesson learned.
Success comes as a result of highly engaged employees at all levels working within their role and responsibility. The extraction of the pillar in Block 150 using LHSF continues to this day and the team faces more challenges in its work. Every step in the process is a valuable experience and takes theoretical assumptions to the practical world of modern mining.